 English
English
В процессе производства литья по выплавляемым моделям часто встречаются дефекты литья. Мы можем найти способ предотвратить такие проблемы, проанализировав причины. Ниже мы расскажем о нескольких распространенных дефектах литья, их причинах и способах предотвращения. Это: подливка и холодная сепарация, усадочная пористость, горячее растрескивание. Позже в других статьях мы расскажем о некоторых инвестиционных дефектах, их причинах и мерах предосторожности.
Подкладка и холодный барьер
1. Описание проблемы: В недолазе часто отсутствует мясо локально в тонкой стенке отливки или вдали от внутреннего желоба, а его край имеет дугообразную форму. Холодная перегородка заключается в том, что две нити расплавленного металла не полностью сплавлены и есть очевидные стыки.
2. Причина:
1) Низкая температура разливки расплавленного металла и температура формы
2) Скорость заливки низкая или установка рабочего колеса неоправданная, поток металла слишком длинный.
3) Толщина стенок отливки слишком мала, и поток расплавленного металла плохой.
4) Отрезать при заливке
3. Профилактические меры:
1) Увеличьте температуру разливки расплавленного металла и температуру формы.
2) Увеличьте скорость разливки или увеличьте количество или площадь внутренних бегунов, чтобы уменьшить поток расплавленного металла.
3) Увеличьте напор разливочного стояка, чтобы предотвратить отключение во время разливки.
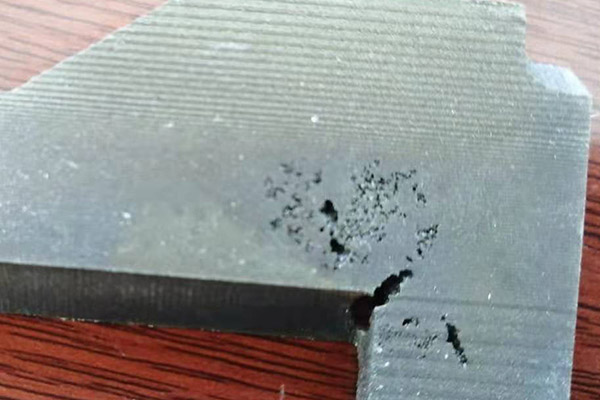
Усадка
1. Описание проблемы: обнаруживается только рентгенологически. Усадку поверхности можно определить с помощью флуоресценции или окрашивания. В тяжелых случаях его можно обнаружить после обдува песка.
2. Причина:
1) Неразумная структура отливки, слишком большие или слишком большие горячие точки
2) Теплоемкость разливочного стояка мала, что не приводит к последовательному затвердеванию, или напор небольшой, что снижает производительность подачи
3) Температура формы низкая, скорость охлаждения высокая, а канал подачи заблокирован
3. Профилактические меры:
1) Улучшение структуры отливки и уменьшение горячих точек
2) Установите стояк разумно или добавьте подающее ребро, которое можно удалить методами обработки, увеличьте напор, чтобы отливка могла последовательно затвердевать под действием определенного напора
3) Соответственно увеличьте температуру заливки и температуру формы, чтобы замедлить скорость охлаждения.

Горячая трещина
1. Описание проблемы: на поверхности или внутри образуются межкристаллитные трещины неправильной формы, и поверхность окисляется. Его можно увидеть после серьезной очистки песком, и можно будет обнаружить только легкую обработку или проверку на проникновение.
2. Причина:
1) Это связано с составом сплава, содержание углерода и кремния высокое, диапазон температур жидко-твердой фазы большой, а образование горячих трещин легко.
2) Низкая температура формы, плохая способность к повторной обработке и высокая скорость охлаждения
3) Толщина отливки сильно различается, а переходная кромка слишком мала.
3. Профилактические меры:
1) Для сплавов или сталей, склонных к горячим трещинам, содержание углерода и кремния в них следует контролировать, насколько это возможно, до среднего и нижнего пределов.
2) Увеличьте температуру формы во время заливки, уменьшите скорость охлаждения отливки или уменьшите прочность оболочки формы.
3) Добавьте технологические ребра, предотвращающие растрескивание, на стыках на толщину отливок или увеличьте переходные галтели.
