 English
English
В предыдущей статье мы рассмотрели несколько распространенных дефектов литья по выплавляемым моделям и методы их предотвращения. Теперь мы представляем несколько других дефектов литья и методы их предотвращения, они также относительно распространены при литье по выплавляемым моделям. Мы надеемся, что эти представления будут полезны для всех партнеров.
Холодная трещина
Имя и характеристики:
На отливке сплошные сквозные трещины. На изломе появляется блестящая поверхность или слегка окисленная поверхность.
Причины
1. Во время процесса охлаждения отливки усадка затрудняется, что приводит к термическому напряжению и напряжению фазового перехода, и эти напряжения превышают прочность материала в упругом состоянии и вызывают разрушение.
2. В процессе очистки корпуса, резки ворот, стояка или во время регулировки отливка с остаточным напряжением подвергается воздействию внешней силы, вызывающей разрушение.
Методы профилактики
1. Добавьте ребра жесткости в холодные трещины, чтобы улучшить способность формы к отступлению, тем самым уменьшая сопротивление усадке и напряжение отливки.
2. В процессе пост-литья избегайте сильных ударов между отливками.

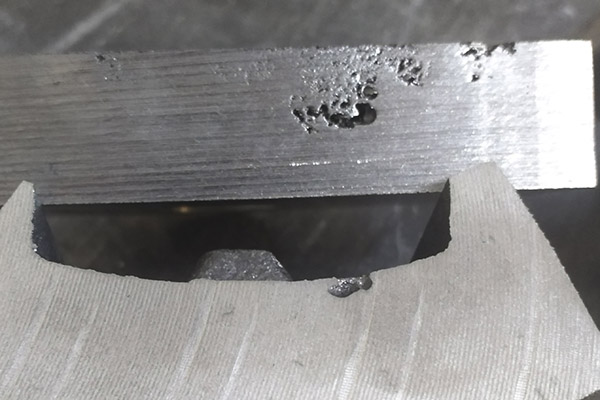
Дыхало
Имя и характеристики
На отливке есть явные или незаметные отверстия с гладкой внутренней поверхностью.
Причины
1. Плохая воздухопроницаемость оболочки формы, из-за которой слишком поздно для выхода газа из полости во время заливки.
2. Недостаточный обжиг формы оболочки, приводящий к недостаточному удалению остатков материала формы и газообразующих материалов в материале оболочки.
3. Слишком высокое содержание жидкого газа в металле, что приводит к плохому раскислению.
4. Необоснованная настройка системы разливки приводит к вовлечению человеческого газа в разливку.
Методы профилактики
1. Улучшите воздухопроницаемость корпуса и при необходимости добавьте вентиляционные отверстия.
2. Полностью отстрелянный снаряд.
3. Улучшить методы раскисления.
4. Улучшить стробирующую систему.
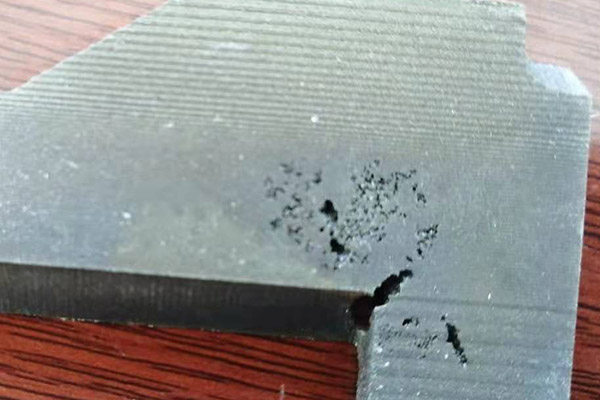
Кастинг Питтинг
Имя и характеристики
На поверхности отливки имеются плотные точечные ямки.
Причины
1. Когда в качестве связующего используется этилсиликат, неполный гидролизат находится в процессе нанесения покрытия, относительная влажность в помещении слишком низкая, так что гидролизат не может подвергаться дальнейшему гидролизу, и после обжига выпадает «белый иней».
2. Когда жидкое стекло используется в качестве связующего, остаточная соль в оболочке формы вступает в реакцию с расплавленным металлом с образованием ямы.
3. Расплавленный металл плохо раскисляется или шлак не очищается во время выпуска.
Методы профилактики:
1. При использовании этилсиликата в качестве связующего соответствующим образом увеличьте количество добавляемой воды и увеличьте относительную влажность в малярной мастерской, чтобы минимизировать остаточные неполные гидролизаты.
2. Если в качестве связующего используется жидкое стекло, очистите корпус подкисленной водой после депарафинизации.
3. Замените поверхностное покрытие на золь кремнезема в качестве связующего.
4. Во время плавки усилить раскисление и удаление шлака.
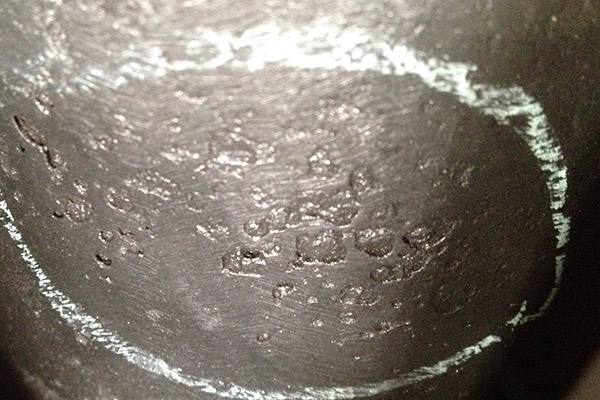
Литье подкожного отверстия
Имя и характеристики
После полировки поверхности отливки появляются крошечные черные пятна. Это явление чаще всего встречается в никель-хромистой нержавеющей стали.
Причины:
1. При расплавлении металла используется слишком много переработанного материала или переработанный материал не был обработан должным образом.
2. В процессе плавки расплавленный металл окисляется или расплавленный металл поглощает газ, что приводит к недостаточному раскислению.
3. Содержание примесей в материале оболочки слишком велико, или связующий агент и расплавленный металл вступают в химическую реакцию.
4. Необоснованная установка стробирующей системы.
Методы профилактики:
1. Контролируйте или уменьшайте количество переработанного материала, а переработанный материал необходимо использовать после пескоструйной или дробеструйной обработки.
2. Строго контролировать процесс плавки и усиливать раскисление.
3. Используйте плавленый корунд, циркониевый песок и силикагель или этилсиликатную краску.
4. Постарайтесь использовать для заливки метод нижнего впрыска и увеличьте вентиляционные отверстия.
Липкий песок
Имя и характеристики
Возле желоба или внутри отливки имеется липкий слой песка, а после выдувания песка появляются заусенцы или ямки.
Причины
1. Содержание примесей огнеупорного порошка, используемого в поверхностном слое покрытия является слишком высокой, и эти примеси вступают в реакцию с расплавленным металлом с образованием температурой плавления эвтектики низкой.
2. Температура разливки слишком высока, особенно для сталей, содержащих Al, Ti и другие элементы, что вызывает химическую реакцию между расплавленным металлом и кремнеземом.
3. Установка литниковой системы неразумна, и большое количество расплавленного металла протекает через внутренний желоб, вызывая локальный перегрев.
Методы профилактики
1. Используйте плавленый стальной нефрит или циркониевый песок вместо кварцевого песка и постарайтесь не использовать жидкое стекло в качестве связующего.
2. Понизьте температуру заливки соответствующим образом.
3. Добавьте внутренний бегунок, чтобы отрегулировать тепловой баланс и уменьшить местный перегрев.
