
Методы термообработки, обычно используемые для отливок из углеродистой стали: отжиг, нормализация или нормализация + отпуск. Влияние этих трех методов термообработки на механические свойства литой углеродистой стали показано на рисунке ниже.
Механические свойства нормализованной литой стали немного выше, чем у отожженной литой стали. Поскольку степень переохлаждения во время преобразования структуры относительно велика, твердость будет выше, а также улучшатся режущие характеристики.
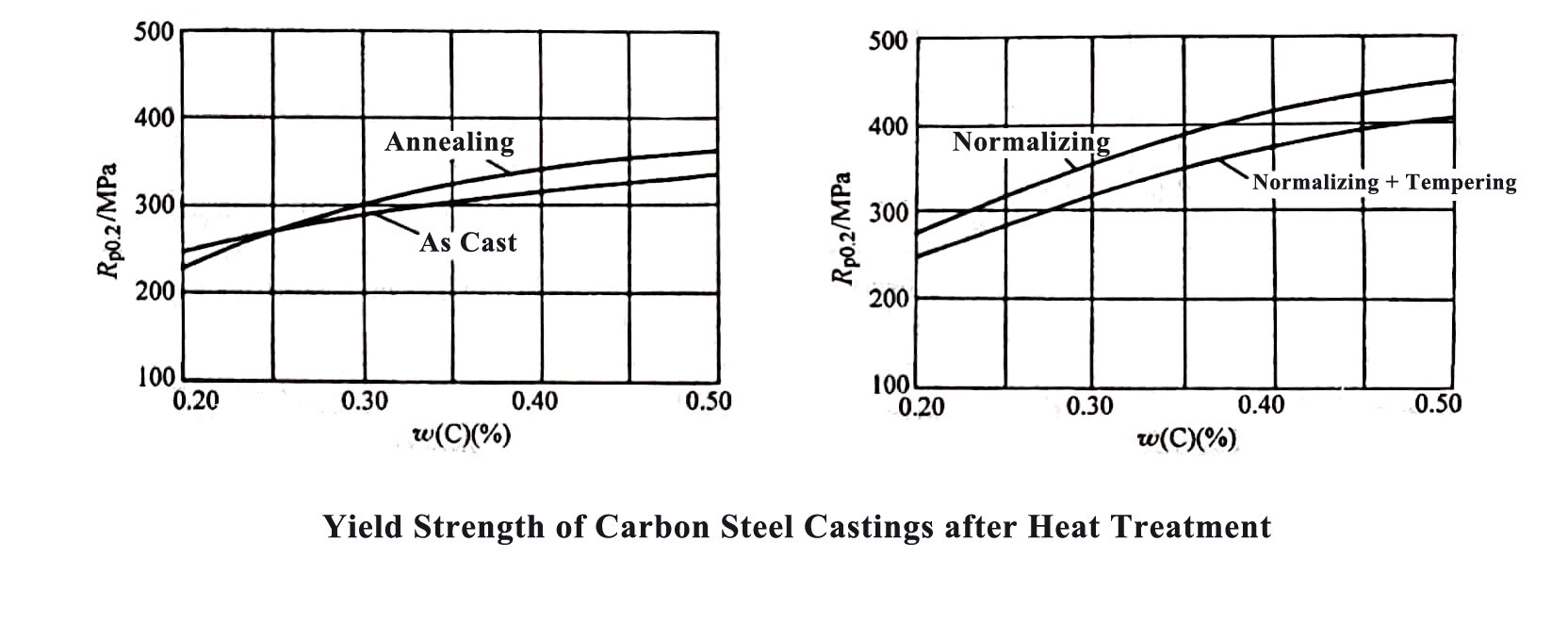
Для отливок из углеродистой стали с высоким содержанием углерода и сложных форм для устранения остаточных напряжений и повышения ударной вязкости после нормализации можно проводить отпуск. Температура отпуска обычно составляет 550 ℃ -650 ℃, а затем охлаждают на воздухе.
Когда содержание углерода превышает 0,35%, литые детали из углеродистой стали также могут быть подвергнуты закалке и отпуску (закалка + высокотемпературный отпуск). Мелкие отливки из углеродистой стали могут быть подвергнуты закалке и отпуску непосредственно в литом состоянии; большие или сложные отливки из углеродистой стали следует закаливать и отпускать после нормализации.

Новости
Связаться с нами
Add: No. 58, Lingshanwan Road, Huangdao, Qingdao, China
Phone: +86 186 6184 7678
Fax: +86 532 8687 1520
Email: info@rinborn.com
Follow Us