English
EnglishКонтакт
Адрес: No. 58, Lingshanwan Road, Huangdao, Qingdao, China
телефон: +86 186 6184 7678
факс: +86 532 8687 1520
Email: info@rinborn.com





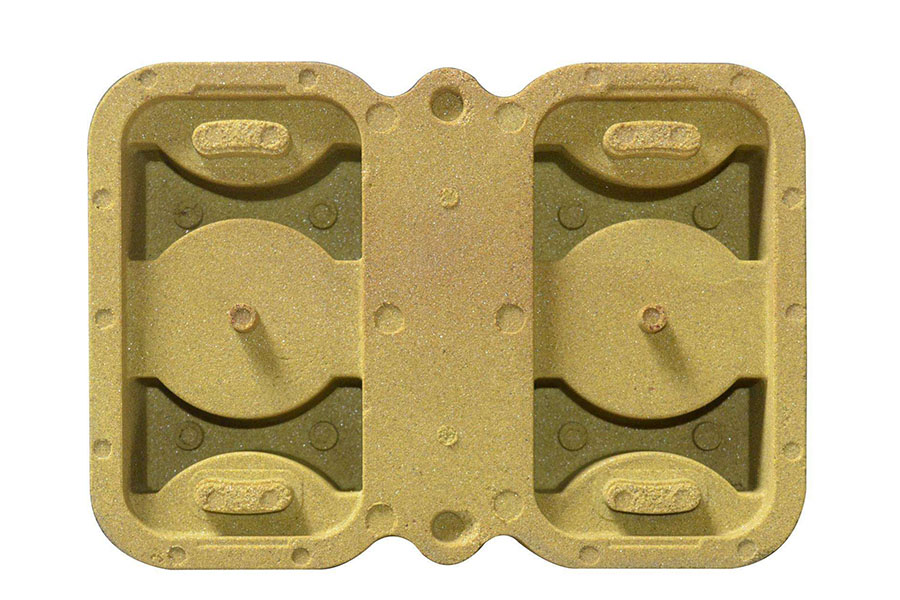
Отливка корпуса из ковкого чугуна
Материал: Ковкий чугун Процесс: литье в оболочку масса: 4,10 кг
Компоненты для литья под давлением из ковкого чугуна
Компоненты для литья под давлением из ковкого чугуна
Литье с формованием корпуса также называется процессом литья в песчаные формы с предварительно нанесенным покрытием, литьем с горячим корпусом или процессом литья стержней. Основным формовочным материалом является песок из фенольной смолы с предварительно нанесенным покрытием, который дороже зеленого песка и песка из фурановой смолы. Более того, этот песок нельзя использовать повторно.
Компоненты для литья под давлением имеют немного более высокую стоимость, чем для литья в песчаные формы. Однако литые детали корпуса имеют много преимуществ, таких как более жесткие допуски на размеры, хорошее качество поверхности и меньшее количество дефектов литья.
Чугуны - это сплавы черных металлов с содержанием углерода более 2%. Хотя чугуны могут иметь процентное содержание углерода от 2 до 6,67, практический предел обычно составляет от 2 до 4%. Они важны главным образом из-за их отличных литейных качеств. Серый чугун и ковкий чугун (также называемый чугуном с шаровидным графитом или чугуном с шаровидным графитом).
Чугуны, в которых большой процент цементита разлагается при графитизации, называются серыми чугунами. Чугун, в котором не происходила графитизация, т.е. е, весь углерод находится в комбинированном виде, называется белый чугун. Процесс графитизации требует времени, и поэтому при быстром охлаждении жидкого чугуна образуется белый чугун. Белый чугун по свойствам сравним с высокоуглеродистыми сталями. Однако он очень хрупкий и поэтому не используется для деталей конструкций. Это полезно для деталей с абразивным износом. Предел прочности на разрыв варьируется от 170 до 345 МПа и обычно составляет около 240 МПа. Твердость колеблется от 350 до 500 BHN. Ввиду очень высокой твердости обрабатываемость неудовлетворительна, и ее обычно обрабатывают шлифованием.
Диссоциированный углерод имеет форму графита, который очень мягкий и не имеет прочности. Таким образом, снижается твердость и повышается обрабатываемость чугуна. Форма графита, присутствующего в чугуне, сильно повлияет на его прочность. Когда он имеет чешуйчатую форму, как в сером чугуне, графит нарушает целостность железа и сильно ослабляет его. Но он также помогает поглощать энергию колебаний, в результате чего серый чугун обычно используется для станины станков. Серый чугун легко обрабатывается и является самой дешевой формой чугуна. Из-за низкой температуры плавления, более высокой текучести и незначительной усадки при охлаждении он широко используется в процессах литья.
Другая форма чугуна известна как ковкий чугун, в котором свободный углерод присутствует в виде конкреций в матрице цементита и феррита. Это достигается сначала охлаждением отливки, чтобы образовался весь белый чугун, с последующим контролируемым процессом термообработки, так что часть цементита превращается в феррит и включения свободного углерода. Этот материал более пластичен, чем серый чугун. Эта форма подходит только для деталей с очень малой толщиной сечения, поскольку весь белый чугун является отправной точкой для ковкого чугуна.
Когда графит присутствует в виде мелких, круглых и хорошо распределенных частиц, его ослабляющий эффект невелик, и такие чугуны будут иметь более высокую пластичность. Этот тип чугуна называется ковким или шаровидным чугуном, шаровидным графитом или просто чугун с шаровидным графитом. Эта форма графита может быть получена путем добавления элементарного магния или церия или комбинации этих двух элементов в расплавленный чугун. Магний добавляют в количестве от 0,07 до 0,10% с последующим добавлением ферросилиния для ускорения графитации. Во время затвердевания магний помогает распределить графит по металлу.
Ковкий чугун имеет лучшее соотношение прочности и веса, лучшую обрабатываемость и более высокую ударную вязкость. Более того, компоненты из высокопрочного чугуна производятся методом литья, при котором достигается лучший контроль формы компонентов по сравнению с ковкой методом капельной ковки. Таким образом, многие компоненты, такие как коленчатые валы и шатуны, обычно изготавливаемые методом капельной ковки, все чаще заменяются отливками из ковкого чугуна.

▶ Сырье для литья под давлением:
• Литая углеродистая сталь: низкоуглеродистая сталь, среднеуглеродистая сталь и высокоуглеродистая сталь от AISI 1020 до AISI 1060.
• Литые стальные сплавы: 20CrMnTi, 20SiMn, 30SiMn, 30CrMo, 35CrMo, 35SiMn, 35CrMnSi, 40Mn, 40Cr, 42Cr, 42CrMo и т. Д. По запросу.
• Литая нержавеющая сталь: AISI 304, AISI 304L, AISI 316, AISI 316L и другие марки нержавеющей стали.
• Литые алюминиевые сплавы.
• Латунь и медь.
• Другие материалы и стандарты по запросу.
▶ Объемы отливки оболочки:
• Максимальный размер: 1000 мм × 800 мм × 500 мм
• Диапазон веса: 0,5 кг - 100 кг
• Годовая мощность: 2000 тонн
• Допуски: по запросу.
▶ Проверка прецизионных компонентов для литья под давлением:
• Спектрографический и ручной количественный анализ
• Металлографический анализ
• Проверка твердости по Бринеллю, Роквеллу и Виккерсу
• Анализ механических свойств
• Испытания на удар при низкой и нормальной температуре
• Проверка чистоты
• Контроль UT, MT и RT
▶ Процедуры отливки в пресс-форму:
✔ Изготовление металлических узоров. Предварительно покрытый полимерным песком необходимо нагревать в моделях, поэтому металлические модели являются необходимым инструментом для изготовления отливок корпусных форм.
✔ Изготовление песчаной формы с предварительно нанесенным покрытием. После установки металлических шаблонов на формовочную машину предварительно покрытый смоляной песок будет впрыскиваться в шаблоны, а после нагревания смоляное покрытие будет расплавлено, а затем песчаные формы станут твердой песчаной оболочкой и стержнями.
✔ Плавление литого металла. Используя индукционные печи, материалы будут плавиться в жидкость, затем химический состав жидкого чугуна должен быть проанализирован, чтобы соответствовать требуемым числам и процентам.
✔ Заливка металла. Когда расплавленный чугун будет соответствовать требованиям, тогда они будут разливаться в формы для раковины. В зависимости от различных особенностей конструкции отливки, формы корпуса будут погружены в зеленый песок или сложены слоями.
✔ Дробеструйная очистка, шлифовка и очистка. После остывания и затвердевания отливок следует срезать и снять стояки, затворы или дополнительный чугун. Затем чугунные отливки будут очищены на оборудовании для пескоструйной обработки или дробеструйной очистке. После шлифовки литниковой головки и линий разъема приходили готовые литые детали, ожидая дальнейших процессов, если это необходимо.
▶ Процесс пост-кастинга
• Удаление заусенцев и чистка
• Дробеструйная обработка / шлифовка песком
• Термическая обработка: нормализация, закалка, отпуск, науглероживание, азотирование
• Обработка поверхности: пассивация, андонизация, гальваника, горячее цинкование, цинкование, никелирование, полировка, электро-полировка, окраска, GeoMet, Zintec.
• Обработка: токарная обработка, фрезерование, токарная обработка, сверление, хонингование, шлифование.
▶ Почему вы выбираете RMC для компонентов отливки в формы?
✔ Точность и, как следствие, высокий коэффициент использования материала. После отливки корпуса вы получите изделия чистой или почти чистой формы, в зависимости от требований конечных пользователей процесс механической обработки не потребуется или потребуется очень мало.
✔ Лучшее качество поверхности. Благодаря использованию новейших материалов для формовки, отливки из кожухо-литьевого формования имеют гораздо более тонкую и более точную поверхность.
✔ Хороший сбалансированный выбор по сравнению с литьем в песчаные формы и паковочной массой. Отливка корпуса отливки имеет лучшие характеристики и поверхность, чем отливка в песчаные формы, при гораздо более низких затратах, чем точное литье по выплавляемым моделям.
▶ Общие коммерческие условия
• Основной рабочий процесс: запрос и предложение → Подтверждение деталей / предложения по снижению затрат → Разработка инструментов → Пробное литье → Утверждение образцов → Пробный заказ → Массовое производство → Непрерывное выполнение заказа.
• Срок изготовления: ориентировочно 15-25 дней на разработку инструментов и примерно 20 дней на массовое производство.
• Условия оплаты: подлежат согласованию.
• Способы оплаты: T / T, L / C, West Union, Paypal.